Tubo termorretráctil de control de estrés

Aplicación
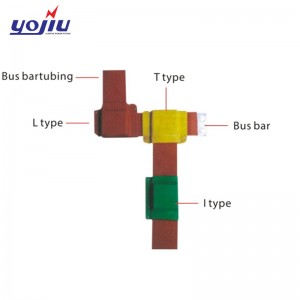
1.Usado para terminación de media tensión e xunta recta de ata 36 kV
2.Dispersa eficazmente o estrés eléctrico, controla a descarga parcial
Característica
1.Anti-seguimento
2.Propiedades eléctricas e mecánicas superiores
3.Proporción de contracción 3:1
A produción de tubos termocontraíbles debe seleccionar primeiro o masterbatch adecuado e, a continuación, seleccionar os materiais auxiliares para producir
A carcasa térmica.
1. O proceso de produción de tubos termocontraíbles é en primeiro lugar a produción de masterbatch de polieno: combinando varios materiais de base de polieno con varios materiais auxiliares funcionais.
Os materiais pésanse segundo a proporción da fórmula e despois mestúranse: os materiais mesturados son colocados nunha extrusora de dobre parafuso e granulados para producir un masterbatch funcional de polieno.
2. Proceso de moldaxe do produto: segundo a forma do produto, pódense utilizar dous métodos de extrusión dun só parafuso e moldeado por inxección.
Para procesamento e produción:
1. Tipo de extrusión dun só parafuso: utilízase principalmente para o moldeado por extrusión de tubos disipadores de calor, como tubos termocontraíbles de parede única, tubos termocontraíbles de dobre parede con cola e espesor medio.
Os tubos de disipador de calor de parede, os tubos de disipador de calor de barra colectora de alta presión, os tubos termocontraíbles de alta temperatura e outros produtos son todos procesados e formados por extrusión dun só parafuso.
A liña de produción de tubos termocontraíbles debe ter os seguintes equipos: extrusora (formación de tubos disipadores de calor), molde de produción, depósito de auga de refrixeración, dispositivo de tensión e
Dispositivo de disco, etc.
2. Moldeo por inxección: utilízase principalmente para a produción de pezas termocontraíbles con forma especial, como tapas do disipador de calor, saias de paraugas termocontraíbles, berces de dedos termocontraíbles e outros produtos.
Todos usan moldaxe por inxección, e os equipos de produción deben incluír máquinas de moldeo por inxección e moldes de inxección.
3. O seguinte paso importante é a reticulación da radiación.Os produtos formados por extrusión ou moldeo por inxección son aínda estruturas moleculares lineais.
Estrutura, o produto aínda non ten a "función de memoria" e o rendemento da resistencia á temperatura, á resistencia ao envellecemento e á resistencia ao desgaste non é suficiente.
Cambiar a estrutura molecular do produto.O método que usamos habitualmente é a modificación de reticulación de radiación: reticulación de radiación aceleradora de electróns, radiación de fonte de cobalto
Reticulado, entrecruzamento químico de peróxido, neste momento a molécula pasa dunha estrutura molecular lineal a unha estrutura de rede.Os produtos extruídos están pasando
Despois da reticulación, ten un "efecto memoria", que mellora moito a resistencia á temperatura, as propiedades mecánicas e as propiedades químicas do tubo termocontraíble.A táboa específica
Agora o tubo do disipador de calor cambiou de estado de tolerancia a incompatible, resistencia ao envellecemento, resistencia á abrasión e resistencia á corrosión química.
4. Moldeo por expansión: o produto modificado pola reticulación por radiación xa ten un "efecto de memoria de forma" e ten un alto
Rendemento sen fusión baixo temperatura.Despois de quentar a alta temperatura, soplar ao baleiro e arrefriar, convértese no tubo termocontraíble acabado e, a continuación, segundo o tubo.
Tamén se pode cortar e imprimir a situación real da embalaxe e peche do produto acabado segundo as necesidades do cliente.Tamén están dispoñibles embalaxes normais neutras.
Rendemento
| Proba | Método de proba | Requisito |
| Temperatura de operación | UL 224 | -50 a +125 ℃ |
| Resistencia á tensión | ASTM D 2671 | ≥14 Mpa |
| Alongamento en rotura | ASTM D 2671 | > 400% |
| Alongamento en rotura despois do envellecemento térmico | ASTM D 2671 158 ℃/168 horas | ≥300 % |
| Encollemento lonxitudinal | UL 224 | 0 ± 5 % |
| Taxa de muro parcial | ASTM D 2671 | <30% |
| Retardante de chama | VW-1 | Pase |
| Resistividade de volume | IEC 93 | > 1014Ω.m |
| Estabilidade do cobre | UL224 | Pase |
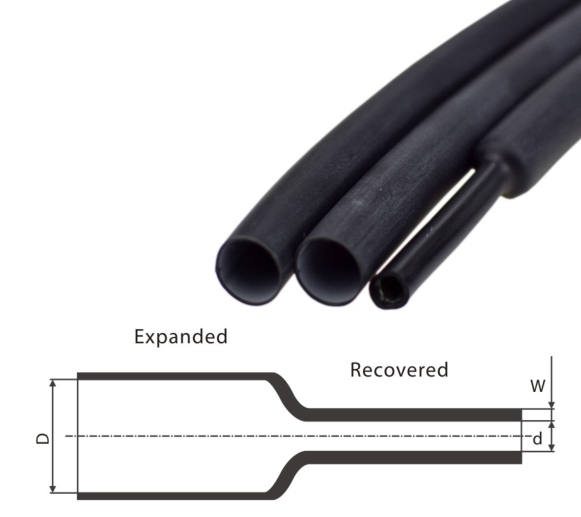
| Tipo
| Rango de diámetro de aplicación (mm) | Expandido (mm) | Recuperado (mm) | |
| D(min) | d (máx.) | W(min) | ||
| YRSG10-26/10 | 12-18 | 26 | 10 | 1.5 |
| YRSG10-34/14 | 14-21 | 34 | 14 | 1.5 |
| YRSG10-38/18 | 17-27 | 38 | 18 | 1.5 |
| YRSG10-50/20 | 23-39 | 50 | 20 | 1.8 |
| YRSG35-50/20 | 23-39 | 50 | 20 | 2 |
| YRSG35-65/25 | 28-46 | 65 | 25 | 2 |
| YRSG35-70/30 | 33-53 | 70 | 30 | 2 |
 P: PODES AXUDARNOS A IMPROTAR E EXPORTAR?
P: PODES AXUDARNOS A IMPROTAR E EXPORTAR?
A: Teremos un equipo profesional para atenderte.
P: QUE SON OS CERTIFICADOS QUE TEN?
A: Temos certificados de ISO, CE, BV, SGS.
P: CAL É O SEU PERÍODO DE GARANTÍA?
A: 1 ano en xeral.
P: PODES FACER O SERVIZO OEM?
A:Si podemos.
P: QUÉ TEMPO LEVANTAS?
A: Os nosos modelos estándar están en stock, como para pedidos grandes, tardan uns 15 días.
P: PODES PROPORCIONAR MOSTRAS GRATIS?
A: Si, póñase en contacto connosco para coñecer a política de mostra.